
最新版全套焊接工艺评定表格.doc
11页
1、焊 接 工 艺 评 定 报 告焊接工艺评定编号(PQR02)焊接工艺规程编号(PWPS02)焊接方法SMAW母 材钢 号Q345R类别、组别号Fe-1、Fe-1-2焊接材料J507厚 度7mm直 径/适用厚度范围母 材焊 缝 金 属714014评定标准NB/T47014-2011目 次 1. 焊接工艺评定任务书( )2. 焊接工艺评定报告( )3. 焊接工艺评定指导书( )4. 母材、焊材质证书抄件( )5. 无损检测报告( )6. 焊后热处理报告( )7. 力学和弯曲性能试验报告 ( ) 8. 焊评施焊记录表( )9. 外观和无损检测记录表.( )10. 力学性能检测记录表( )结论本评定按_NB/T47014-2011_标准规定,焊接试件,检验试样,测定性能,确认试验记录正确。评定结果: 合格 不合格编 制审 核批 准监 检 员第 三 方用 户焊接工艺评定任务书表码号: Q/CKD/D102-2009 共 1 页 第 1 页编 制孙桂根日期2011-12-1工艺评定编号PQR02审 核李洲日期2011-12-2预焊接工艺规程编号PWPS02评定标准NB/T47014-2011要求完
2、成日期1个月内母材标准,牌号厚度,mm尺寸mm接头形式简图:GB713-2008, Q345R7mm500150GB713-2008, Q345R7mm500150焊接材料J507评定类型板板对接保护气体/焊接位置平焊焊接方法SMAW预 热/焊后热处理SR清根方法碳弧气刨层焊接方法焊材牌号焊材规格电流种类及极性电流 (A)电压 (V)焊接速度(cm/min)线能量(kj/cm)钨极直径喷嘴直径1/1SMAWJ5073.2DC-80-10020-246.1-1023.6/1/2SMAWJ5074.0DC-160-18024-2611.8-1323.8/1/3SMAWJ5073.2DC-80-14020-249-1322.4/检验项目、评定指标及试样数量检验项目试样数量(件)试验方法评定标准NB/T47014-2011合格指标备注外观检查1件目检6.4.1.2无裂纹无损检测射线1件JB4730.2-20056.4.1.2无裂纹超声/渗透/磁粉/拉伸试验常温2个GB/T228-20026.4.1.5Rm510MPa高温/弯曲试验面弯2个GB/T2653-20086.4.1.6弯曲外表面和侧面
《最新版全套焊接工艺评定表格.doc》由会员灯火****19分享,可在线阅读,更多相关《最新版全套焊接工艺评定表格.doc》请在金锄头文库上搜索。
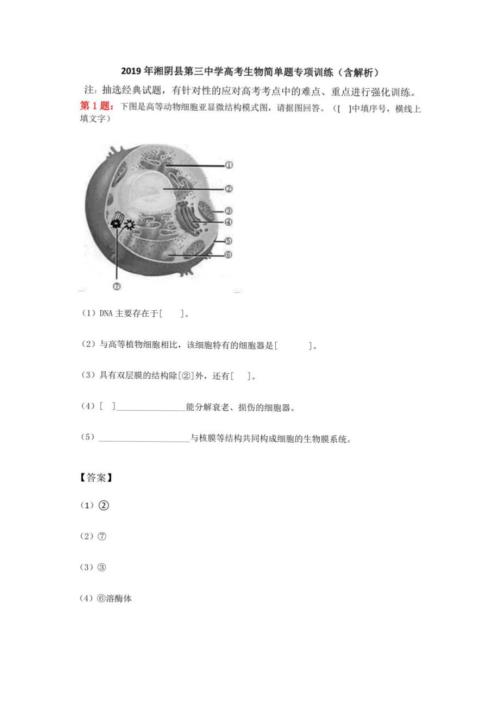
2019年湘阴县第三中学高考生物简单题专项训练(含解析)
2019年耿马县民族中学高考生物简单题专项训练(含解析)
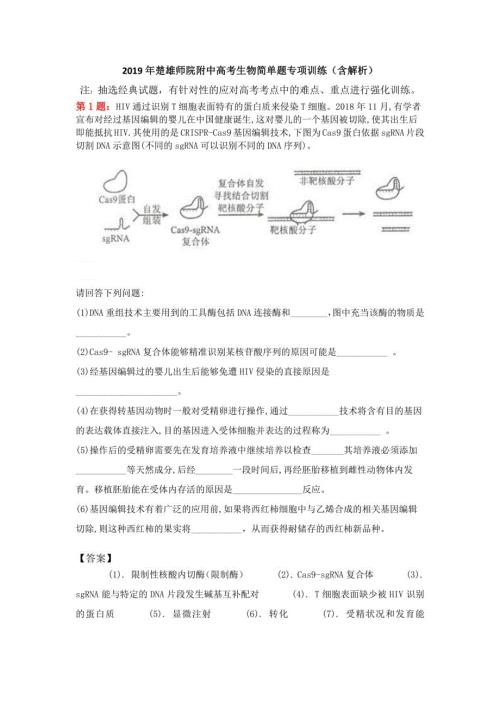
2019年楚雄师院附中高考生物简单题专项训练(含解析)
2019年桥梁工程师年终总结
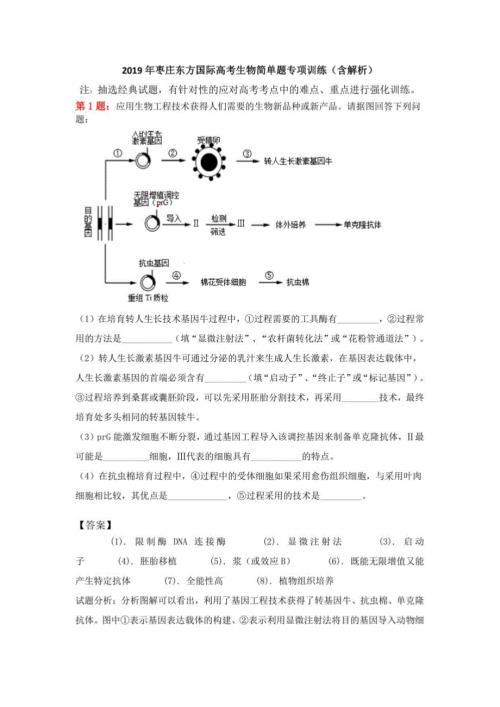
2019年枣庄东方国际高考生物简单题专项训练(含解析)

2018年一级建造师公路工程实务考点归纳
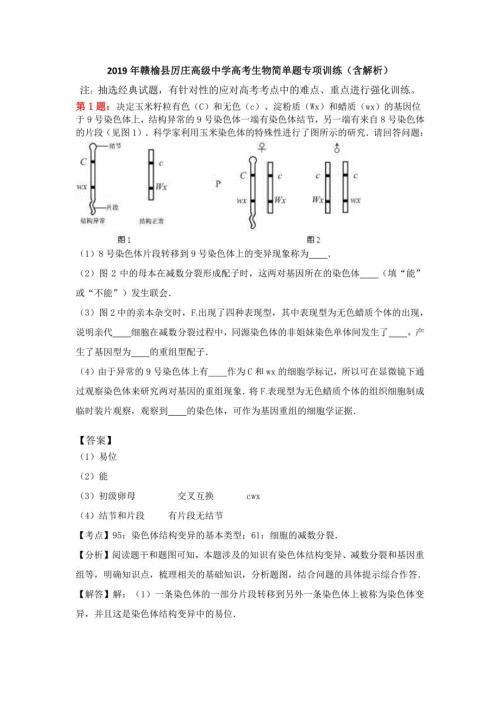
2019年赣榆县高考生物简单题专项训练(含解析)

2019年春湾中学高考生物简单题专项训练(含解析)

高考地理复习汇总
2019年朝鲜中学高考生物简单题专项训练(含解析)
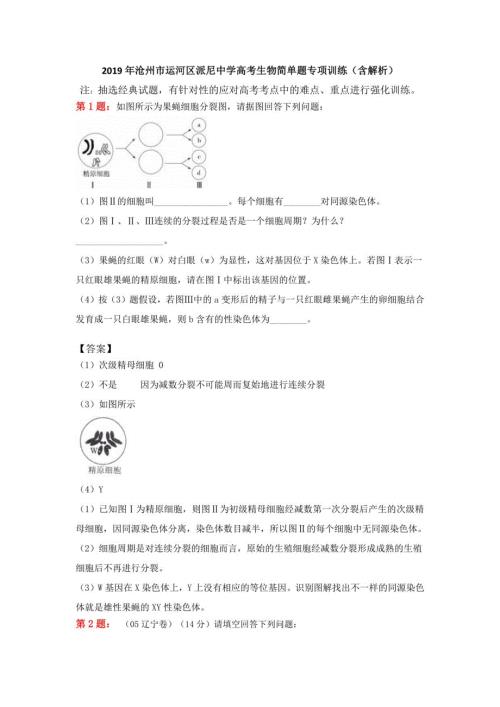
2019年沧州市运河区派尼中学高考生物简单题专项训练(含解析)
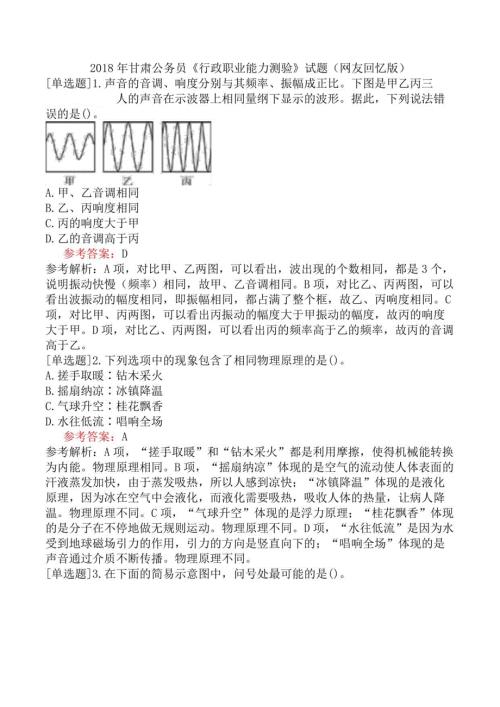
2018年甘肃公务员《行政职业能力测验》试题(网友回忆版)

宾语从句 (解析卷)---2023年中考英语考点详解+专项训练
2018年一级建造师通信与广电实务考点
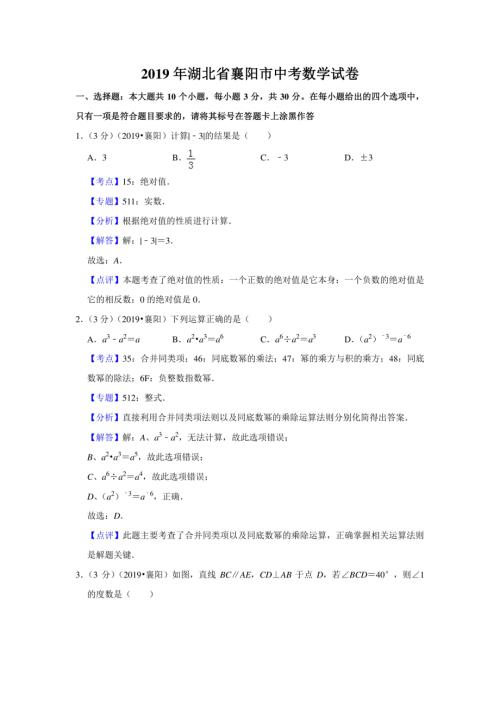
2019年湖北省襄阳市中考数学试卷(解析版)
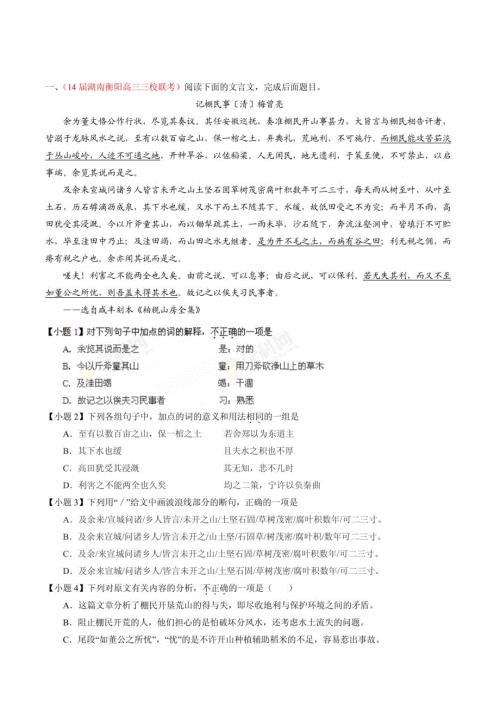
文言文阅读(解析版)
中医综合模拟试卷343
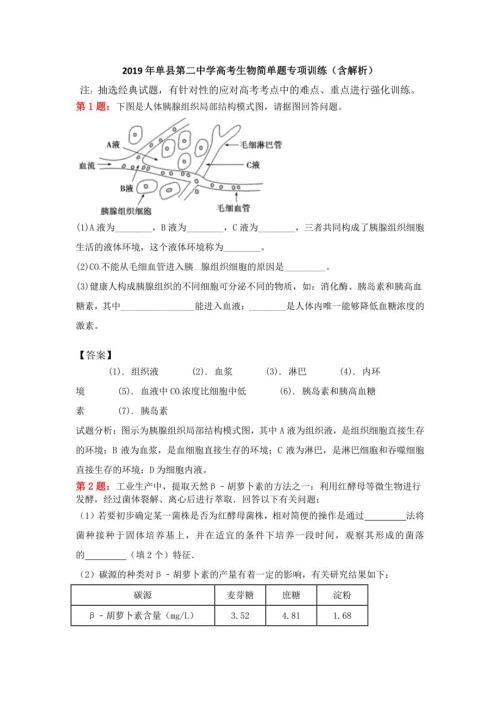
2019年单县第二中学高考生物简单题专项训练(含解析)
二级法规考点解析1
2019年低碳经济继续教育模拟考试题库500题(含标准答案)
 王建平:浅谈如何做好信访接待工作(上墙规程制度)
王建平:浅谈如何做好信访接待工作(上墙规程制度)
2024-04-18 4页
煤质科工会主席安全生产责任清单(上墙规程制度)
2024-04-18 2页
煤矿采煤队队长岗位责任制(上墙规程制度)
2024-04-18 2页
煤矿过断层(落差小于煤厚)安全技术措施(上墙规程制度)
2024-04-18 2页
牌板管理标准(上墙规程制度)
2024-04-18 5页
班组交接班制度(上墙规程制度)
2024-04-18 2页
煤矿精细化管理之三:内涵和体系(上墙规程制度)
2024-04-18 4页
煤质科安全生产责任清单(上墙规程制度)
2024-04-18 3页
物资供应部装卸工安全生产责任制(上墙规程制度)
2024-04-18 2页
煤矿采煤队采煤机司机岗位责任制(上墙规程制度)
2024-04-18 2页