
增材制造 满足关键应用的金属粉末床激光熔融成型工艺过程控制与要求.pdf
13页
1、 ICS 点击此处添加中国标准文献分类号 T/GAMA 团体标准 T/GAMA 2020 增材制造 满足关键应用的金属粉末床激光 熔融成型工艺过程控制与要求 修改采用 ISO/ASTM 52904:2019Additive manufacturing Process characteristics and performance Practice for metal powder bed fusion process to meet critical applications (征求意见稿) (本稿完成日期:20200623) - - 发布 - - 实施 广东省增材制造协会 发 布 T/GAMA 2020 I 目 次 前言 . III 1 范围 . 1 2 规范性引用文件 . 1 3 术语和定义 . 1 4 粉末床熔融(PBF)材料的区分 . 2 5 原材料和粉末批次 . 2 6 人员需求 . 2 7 检验 . 3 8 机器操作系统软件的控制 . 5 9 辅助工具和污染 . 6 10 生产计划 . 6 11 外部环境控制 . 7 12 数字数据配置控制 . 7 附录 A(资料性附录)
2、生产计划模板 . 9 T/GAMA 2020 II T/GAMA 2020 III 前 言 本标准按照GB/T 1.12009给出的规则起草。 本标准修改采用ISO/ASTM 52904:2019Additive manufacturing Process characteristics and performance Practice for metal powder bed fusion process to meet critical applications 本标准由广东省增材制造协会提出并归口。 本标准起草单位: 本标准主要起草人: T/GAMA 2020 1 增材制造 满足关键应用的金属粉末床激光熔融成型工艺过程控制 与要求 1 范围 本标准描述了满足航空航天零件和医疗植入物等关键应用的金属粉末床熔融成型操作和生产控制。 本标准的要求适用于激光束和电子束粉末床熔融成型的零件和机械性能测试样品的制备。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。 凡是注日期的引用文件, 仅注日期的版本适用于本文件。 凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本
3、文件。 GB/T 228.1-2010 金属材料 拉伸试验 第1部分:室温试验方法 GB/T 1480-2012 金属粉末 干筛分法测定粒度 GB/T 6003.1-2012 试验筛 技术要求和检验 第1部分:金属丝编织网试验筛 GB/T 6611-2008 钛及钛合金术语和金相图 GB/T 13277.1-2008 压缩空气 第1部分: 污染物净化等级 GB/T 19001-2016 质量管理体系 要求 GB/T 19077-2016 粒度分布 激光衍射法 GBT 35022-2018 增材制造 主要特性和测试方法 零件和粉末原材料 GB/T 35351-2017 增材制造 术语 YY/T 0287-2017 医疗器械 质量管理体系用于法规的要求 20194025-T-604 增材制造 术语 坐标系和测试方法 ASTM E2910-2012 Standard Guide for Preferred Methods for Acceptance of Product 产品 验收首选标准指南 3 术语和定义 20194025-T-604、GB/T 6611-2008、GB/T 6611-
《增材制造 满足关键应用的金属粉末床激光熔融成型工艺过程控制与要求.pdf》由会员木92****502分享,可在线阅读,更多相关《增材制造 满足关键应用的金属粉末床激光熔融成型工艺过程控制与要求.pdf》请在金锄头文库上搜索。
重庆瓶装燃气智慧管理应用使用管理办法、手册
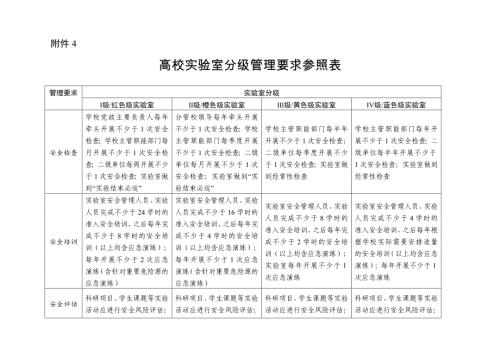
高校实验室分级管理要求参照表
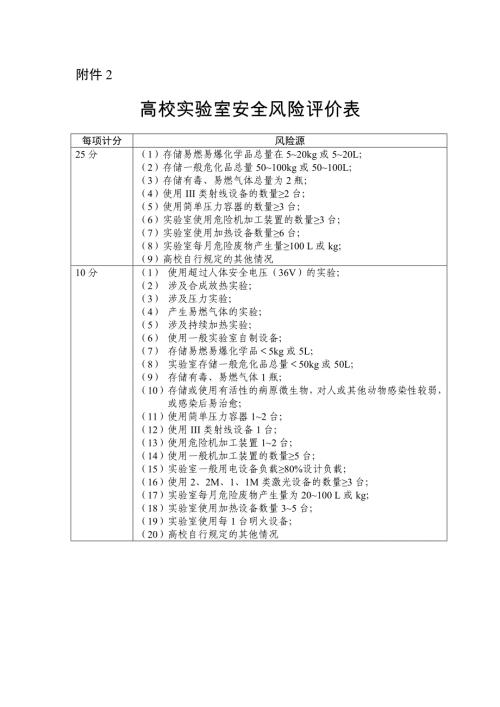
高校实验室安全风险评价表
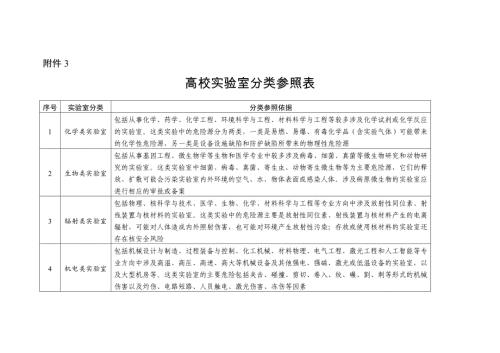
高校实验室分类参照表
福建省建设项目水资源论证表(AB)
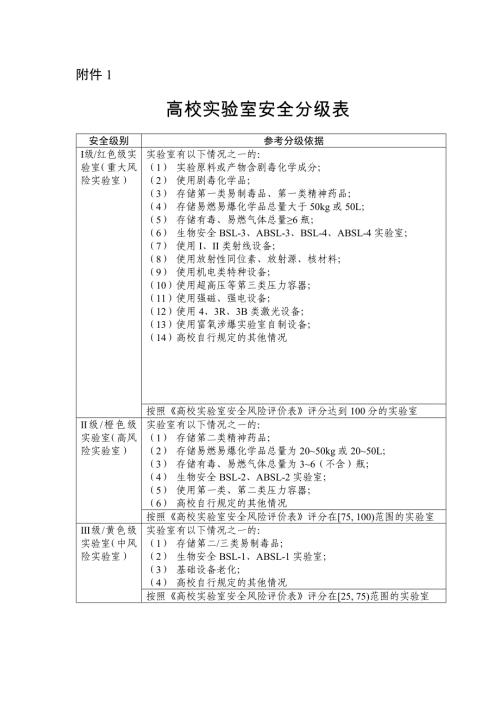
高校实验室安全分级表
2024年上海市教育督导工作要点

优化化妆品安全评估管理若干措施
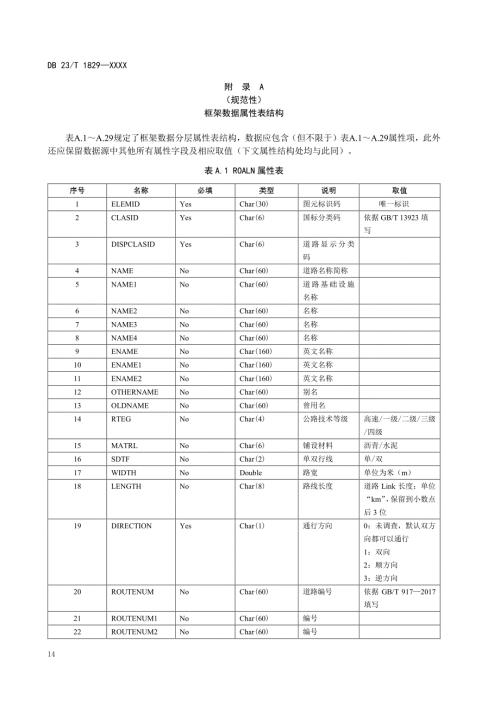
地理信息公共服务平台框架数据属性表结构、地名地址属性参考值域、线划地图符号与注记、辅助要素表达示例
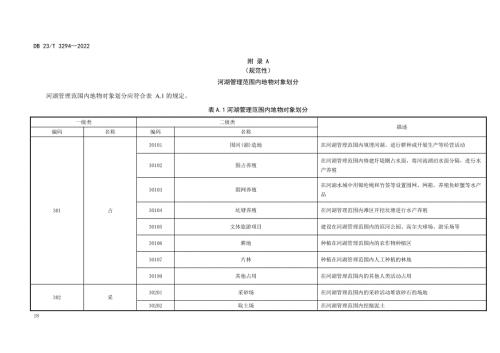
河湖管理范围内地物对象划分
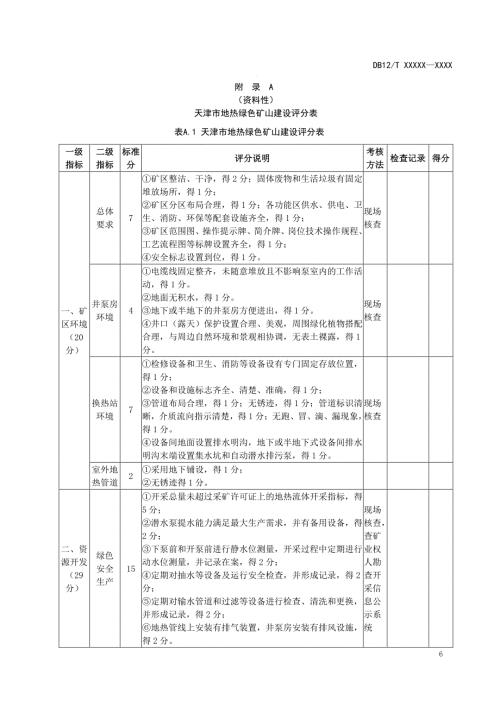
天津市地热绿色矿山建设评分表、地热矿山监测项目一览表
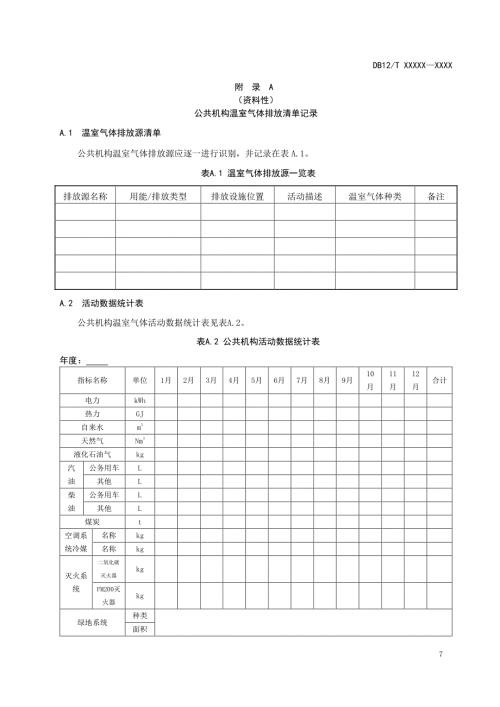
公共机构温室气体排放因子的计算、温室气体计算方法、排放量化报告参考格式
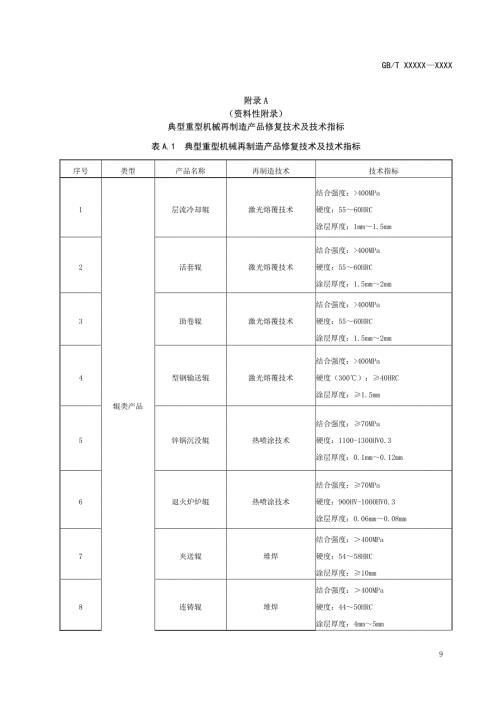
典型重型机械再制造产品修复技术及技术指标
2023年全国民政行业职业技能大赛矫形器装配工职业竞赛项目第一部分 理论知识竞赛参考赛题
渗水型混合型复合全塑预制型合成材料面层运动场地施工工艺
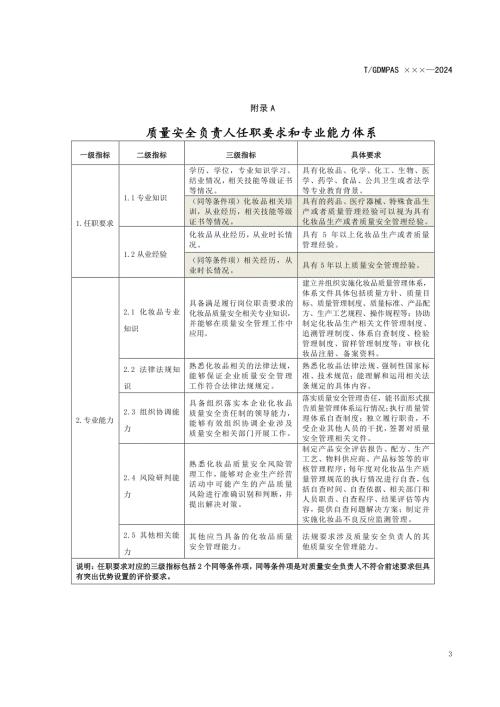
化妆品质量安全负责人任职要求和专业能力体系、能力评价、年度履职能力和履行职责情况考核评估表
2023年全国民政行业职业技能大赛养老护理员职业竞赛项目 第一部分 理论知识竞赛参考赛题
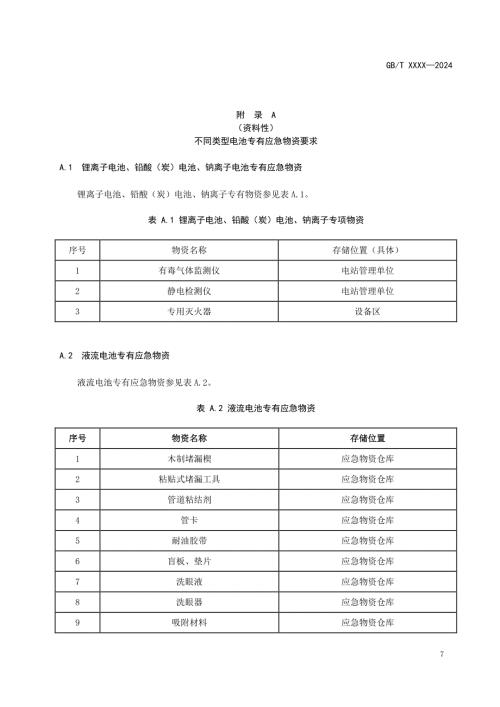
不同类型电池专有应急物资要求、应急物资管理
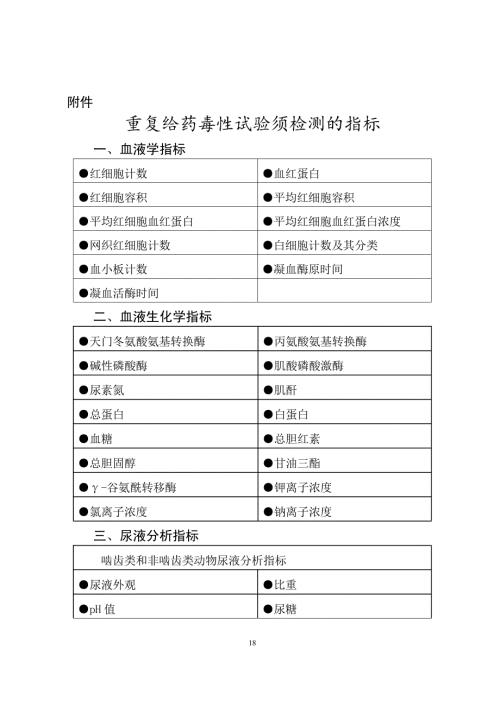
中药制剂临床前药效学重复给药毒性试验须检测的指标

京津冀药品现代物流实施细则、经营(批发)许可现场检查细则
 汽车环境保护制度
汽车环境保护制度
2023-02-09 8页
知识产权保护服务项目分析报告_参考模板
2024-02-09 206页
PVC膜天花板项目资金申请报告写作模板
2023-07-03 88页
光刻胶项目筹资管理方案
2023-03-17 56页
质检化验岗位职责
2022-10-17 5页
课内比教学活动方案
2022-08-21 2页
铜箔公司经营战略_参考
2023-07-18 56页
三明关于成立光伏材料公司可行性报告参考模板
2023-02-25 118页
电器销售公司绩效考核手册
2023-04-24 31页
2019届高考地理专题十四区域如何定位精准培优专练
2023-01-04 9页
广东省建筑装饰工程竣工验收技术资料统一用表水基防锈剂配方组成比例,防锈原理及配制方法辩论赛宁要大城市一张床,宁要小城镇一间房【2018年整理】动力气象吕美仲课后答案.pdf红楼梦后28回(癸酉本)金锄头网企业认证授权书(负责人非法人必须提供)服装设计助理实习周记制造机械项目投资分析报告(总投资15000万元)(78亩)计算机网络技术基础 教学课件 作者 阚宝朋 课件 第2章 网络体系结构与网络协议计算机网络技术基础 教学课件 作者 阚宝朋 课件 第5章 网络层与网络互联计算机网络技术基础 教学课件 作者 阚宝朋 课件 第1章 网络基础知识输煤管道生产建设项目可行性研究报告