
铣工技术 - 铣床的调整与精度检验
24页
1、铣工技术 第十章铣床的调整与精度检验 2020年4月4日星期六 铣工技术 2020年4月4日星期六 铣工技术 掌握台阶和直角沟槽铣削 掌握轴上键槽的铣削 掌握工件的切断 2020年4月4日星期六 铣工技术 2020年4月4日星期六 铣工技术 2020年4月4日星期六 铣工技术 10 1 1主轴轴承间隙的调整铣床主轴轴承径向和轴向的间隙不合适 对零件的加工精度有很大的影响 如果主轴轴承过松 就会产生轴向窜动和径向跳动 轴向窜动将会造成铣削振动加大 加工尺寸控制不准 平行度 线轮廓度超差 径向跳动会造成刀柄和铣刀的径向跳动和振摆 铣刀偏让 俗称让刀 从而使尺寸控制困难 如果主轴轴承过紧 则会使主轴发热咬死 10 1铣床的调整 2020年4月4日星期六 铣工技术 1 卧式铣床主轴轴承间隙的调整卧式铣床主轴轴承间隙的调整如图10 1所示 调整主轴轴承间隙时先将悬梁移开 并拆下床身盖板 露出主轴部件 然后松开锁紧螺钉1 就可以拧动调节螺母2 改变轴承内圈3与4之间的距离 也就改变了轴承内圈与滚柱和外圈之间的间隙 2020年4月4日星期六 铣工技术 轴承的松紧取决于铣床的工作性质 一般以200N的
2、力推拉并转动主轴 顶在主轴端面的百分表在0 0 015mm范围内变动 再使铣床在1500r min的转速下运转30分钟 轴承温度不超过60 则说明轴承间隙合适 2 立式铣床主轴轴承间隙的调整立式铣床主轴轴承间隙包括径向间隙和轴向间隙的调整 如图10 2所示 拆下前面铣头盖板 松开锁紧螺钉1 就能拧松螺母2 再拆下主轴头部的端盖5 取下由两个半圆环构成的垫片4 根据需要消除间隙的多少调整垫片厚度 如要消除0 02mm的径向间隙 则只要把垫片厚度磨去0 24mm 再装上去 然后用较大的力拧紧螺母2 使轴承内圈张开 直到把垫片压紧为止 主轴轴承的间隙是靠上面两个向心推力球轴承来调节的 当两个轴承内圈的距离不变时 只要减薄外垫圈3 就能减小主轴轴承的轴向间隙 轴承松紧的测定与卧式铣床的测定方法相同 2020年4月4日星期六 铣工技术 10 1 2工作台传动丝杠间隙的调整 工作台传动丝杠间隙过大 会导致移动工作台控制尺寸时的准确性差或产生粗大误差 当采用顺铣方式铣削时 铣削力会使工作台产生窜动 导致进给不均匀而引起振动 这不仅影响加工零件的精度和表面粗糙度 还会损坏铣刀 加速丝杠螺母运动副的磨损
3、 因此 应对工作台传动丝杠间隙进行调整 具体调整方法见表10 1 2020年4月4日星期六 铣工技术 工作台纵向 横向 垂直导轨都应有一个合适的间隙 若间隙太小 则使工作台运动时的阻力加大 费力而不灵敏 也加重了摩擦和磨损 若间隙太大 则会造成铣床 工件 刀具这一工艺系统的刚度下降 导致铣削过程不稳定 甚至会损坏刀具 而且 间隙太大还直接影响到铣床的精度和使用寿命 10 1 3工作台导轨间隙的调整 2020年4月4日星期六 铣工技术 消除由于间隙大小不当所带来的影响 是靠镶条来进行调整的 如图10 3 a 所示为横向和垂直方向导轨间隙的调整装置 调整时 拧动螺钉 带动镶条移动 使导轨间隙变大或减小 如图10 3 b 所示为纵向导轨间隙的调整装置 调整时 先松开两个螺母 再转动螺钉 从而使间隙增大或减小 调整合适后 再拧紧两个螺母 防止使用中出现松动 横向和纵向导轨调整后的间隙以不大于0 03mm为宜 垂直导轨调整后的间隙以不大于0 05mm为宜 导轨间隙调整过程中使用塞尺进行检查 2020年4月4日星期六 铣工技术 10 2 1常用铣床的几何精度检验1 铣床主轴的精度检验1 检验主轴的
《铣工技术 - 铣床的调整与精度检验》由会员飞****9分享,可在线阅读,更多相关《铣工技术 - 铣床的调整与精度检验》请在金锄头文库上搜索。
2019年抚顺市第六中学高考生物简单题专项训练(含解析)
2019年教科版八年级物理上册全册学案
2019年宝鸡晨光中学高考生物简单题专项训练(含解析)
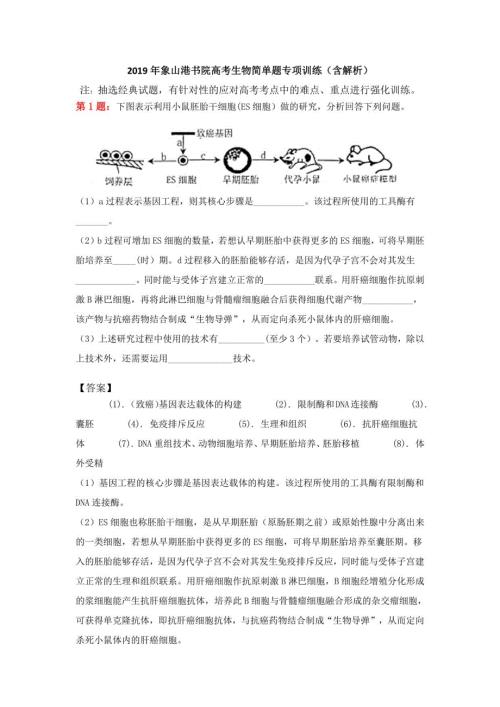
2019年象山港书院高考生物简单题专项训练(含解析)
2019年一级建造师工程经济考点总结

2019年小学教育教学工作总结4篇
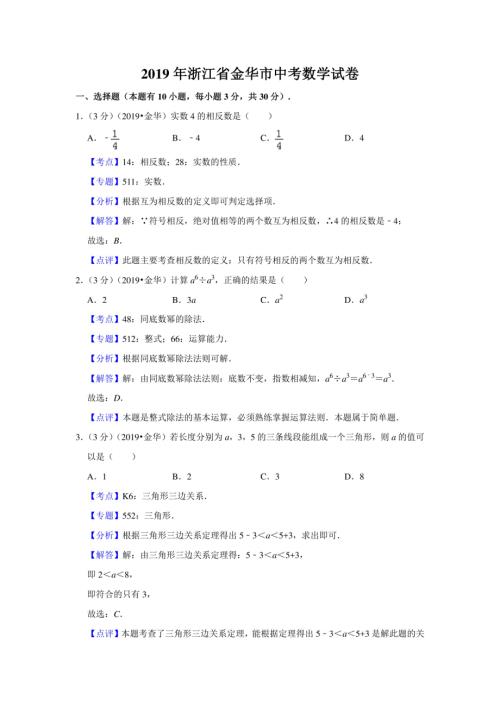
2019年浙江省金华市中考数学试卷(解析版)
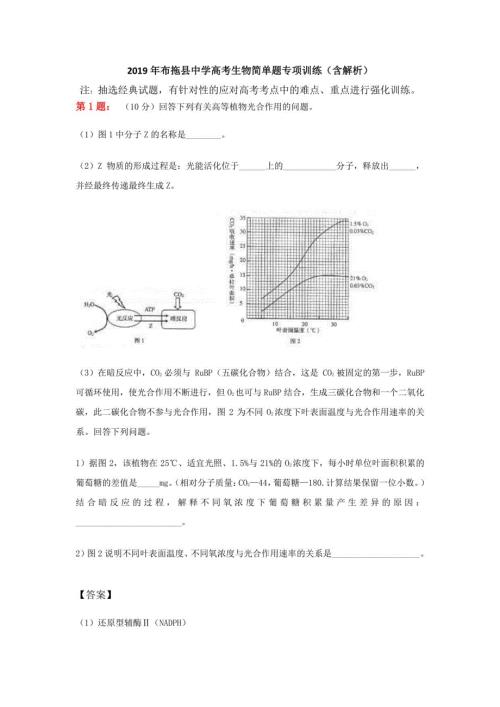
2019年布拖县中学高考生物简单题专项训练(含解析)
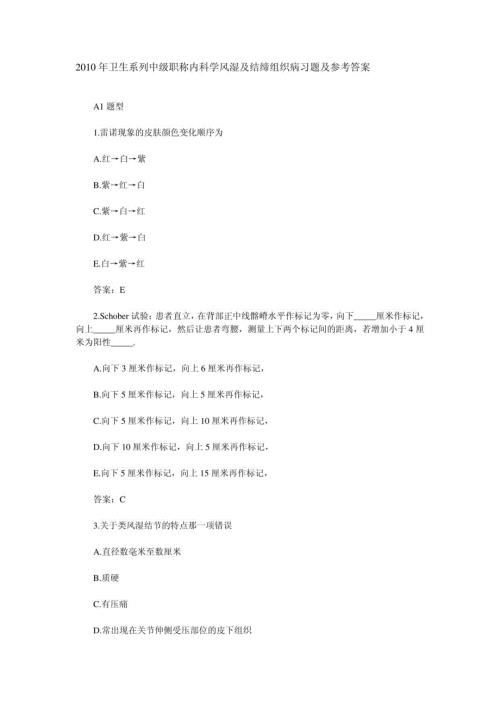
2010年卫生系列中级职称内科学风湿及结缔组织病习题及参考答案
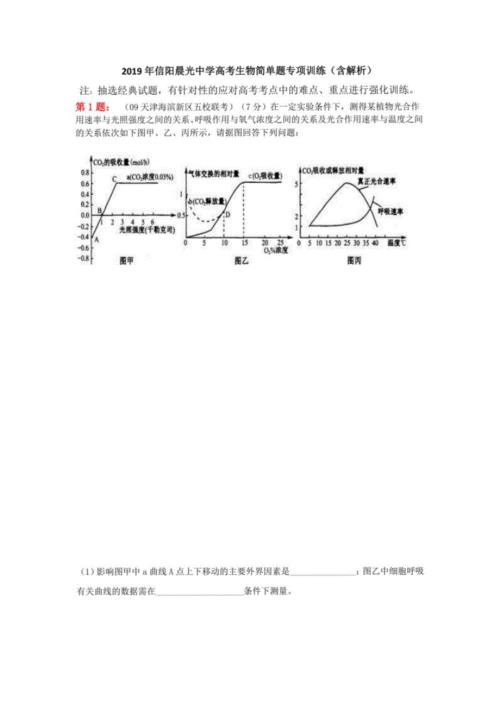
2019年信阳晨光中学高考生物简单题专项训练(含解析)
2018年一级建造师市政实务必考点

2019年和县第三中学高考生物简单题专项训练(含解析)
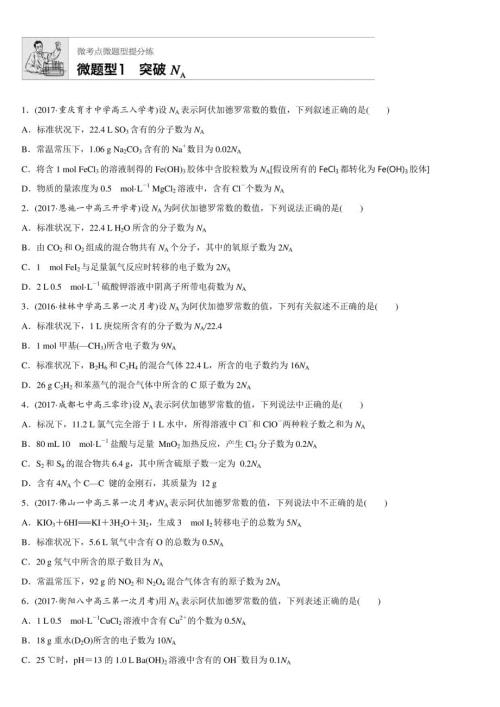
2018高考化学微题型微考点训练1--20
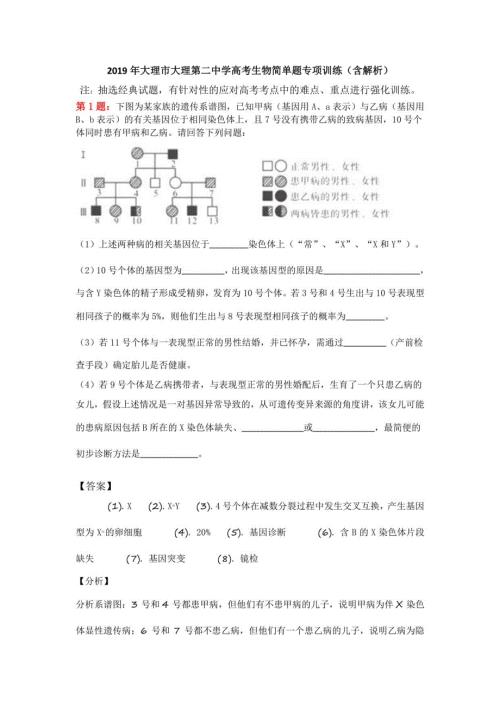
2019年大理市大理第二中学高考生物简单题专项训练(含解析)
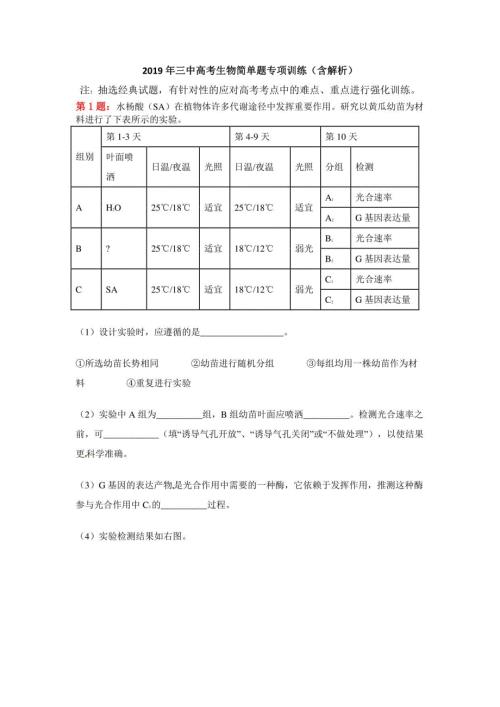
2019年三中高考生物简单题专项训练(含解析)
2018检验检测机构质量手册
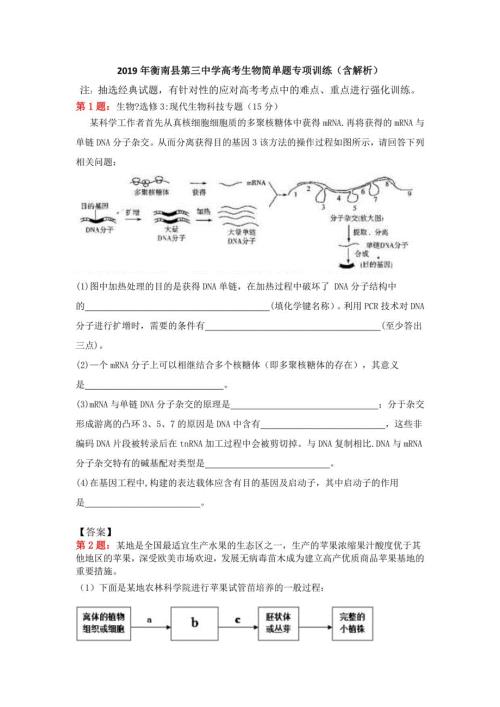
2019年衡南县第三中学高考生物简单题专项训练(含解析)
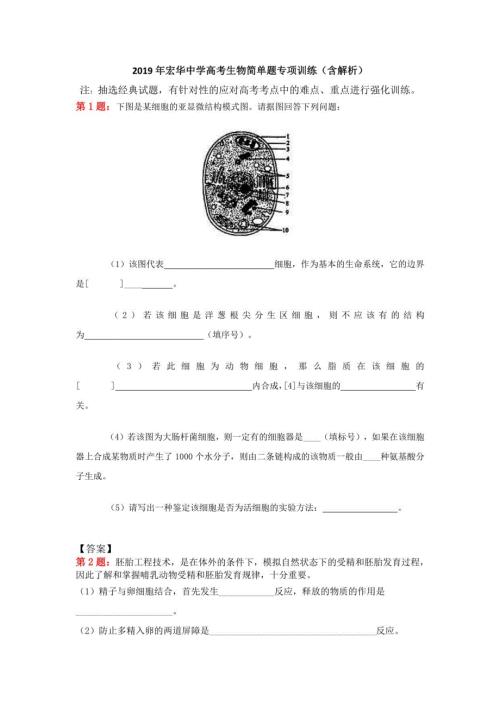
2019年宏华中学高考生物简单题专项训练(含解析)
2018年银行从业资格考试个人贷款考点重点难点总结

2018全省行政执法资格模拟考试试题
 统编版八年级语文下册第六单元课外古诗词诵读《卜算子》【课件】
统编版八年级语文下册第六单元课外古诗词诵读《卜算子》【课件】
2023-03-14 30页
统编版八年级语文下册第六单元课外古诗词诵读《卜算子 咏梅 》课件(共38张PPT)
2023-03-10 38页
油画系列梵高作品鉴赏教学16
2021-12-11 12页
简约现代化学教育PPT模板20
2021-12-11 19页
弥散渐变工作总结模板16
2021-12-11 12页
读书学习通用PPT模板15
2021-12-11 11页
初中化学七年级《化学元素动态》教育教学课件22
2021-12-11 20页
化学教学教育课PPT模板16
2021-12-11 11页
初中化学九年级上册第一单元《走进化学世界》教育教学课件18
2021-12-11 16页
化学主题教学通用模板16
2021-12-11 15页