
焊接部位破坏断裂报告
29页
1、 焊接部位破坏断裂报告 部品番号 部品名 不具合发生状况 联系内容 不具合联络日 联络时间 联络者 在市场收到 LWR ARM焊接部脱焊 联络 05年10月25日 17時00分左右 G HAC PQ 余江 老师 不具合事象部位 RR SUB ASSY LWR ARM COMP RR 不具合事象品 焊接破断面 PIPE侧 不具合事象品 焊接破断面 EYE侧 市场发生状况 不具合发生日 投诉内容 车体番号 05年10月01日 10月1日在行驶中 咚 异音发生停下车确认 结果为 RR 右侧轮胎倾钭 叫销售商过来 销售商在现场将备品交换实施 从发生2小时里处置完毕 LHGCM567X52045922 生产日 05年08月05日 销售日 05年08月12日 行走距离 4 428Km 发生场所 山东省 刑台 不具合事象品的特征 刻印 印章 外观确认处周知事件 5年7月10日焊接加工 05年8月3日ASSY加工 确认结果 EK10 ZEMO3B 刻 印 印 章 部品精度 与量产品相同主要寸法公差内 部品精度 焊接状态 焊接外观 焊接焊道偏钭 量产品与焊道形状有差异 PIPE侧被焊接 没有加修痕跡 确
2、定为1号机 B治具加工品 4 焊接状态5 焊接外观 量产品 约90度 不具合事象品 约70度 不具合事象品的特征 外观确认处周知事件确认结果 涂料进入 涂装流痕 EYE侧渗透不足 因气密性不良涂装工程里 发生了涂装流痕 EYE内部里涂料进入 EYE侧里发生 焊接部缝隙 缝隙量最大0 3mmPIPE EYE缝隙确认 涂料进入 涂装流痕 焊接部缝隙 不具合事象品的特征 外观确认处周知事件确认结果 不具合履历总结 LWR ARM 生产 03年 6月 05年 7 10 05年 7 11 05年 8 3 05年 8 505年 8 12 05年 10 1 05年 10 25 05年 10 28 不具合解析 对策 03M中国开 始生产 不具合品 焊接加工 发生工程 实施涂装 布什 压入 G HAC 组装 顾客 销售 用户 不良发生 暂定处置实施 涂装后 焊接部位的流痕确认 強度试验次数 1班2次 G HAC检证生 产线来社 05年 11 10 调査回答项目 対象加工日的批组 调查 调查材料变化点 提交实施的拉力试 验数据 调查设备变化点 再现试验数据汇总 強度 顺序社内停留实施内容 涂装流痕未 能发
3、现 23日间 停留 收到G HAC 不具合联络 05年 12月 再现试验 原因调査 行走距离 4 428Km 伟福 制造 G HAC纳入至DC仓库 部品加工顺序 組立科工程 焊接工程 生产埸配局图 部品停 留置埸 涂装 设备 若林工業 切割 焊 接 涂 装 组 装 出 货 材料 购入PIPE EYEPIPE 住友金属 日本 部品 来料 部品 出货 停 留 焊接设备配置 3号机 AB 4号机 A 2号机 AB 1号 机 AB LWR ARM是用3台设备加工 主要部分的生产在1号机 生产 LWR ARM 约生产70 设备 1号机 2号机 3号机 4号机 加 工 部 品 4部品7治具 LWR ARM CONT ARM LED ARM T ARM LWR ARM LED ARM T ARM LWR ARM 其它机种小部品 1号机 焊接姿势 焊接加工 治具A B里部品设定 用机器人焊接 治具回转 运作 实施ARM整周焊接 焊接治具 不具合发生治具 发生处的限定 1号机 AB 机器人焊接顺序 机器人焊接位置的限定 事象品与1号机生产部品 A B治 具加工 比较 焊接完成重点是 A B治具 上侧 下
4、侧有异 从 事象品的焊道特征B治具的机器 人焊接开始焊接部分判明 B治具 加工焊道不具合事象品 BA 同溶接终了点 相同方向焊接巻起 事象品是B治具 工程焊接 规定事情的确认 担当判定记 录有无实施 频度 検 査 方 法 账票内容记载 检 査 基 准 漏空气 1回 班作业员OK目视 无漏空气 治具松动始业时作业员OK目视 手感 无松动 焊接外观 全数 确认表 作业员OK目视 无焊接异常 焊接长度全数 确认表 作业员OK目视 全周焊接 TIP交换 1回 4时间 作业员OK目视 焊道偏移防止 焊接电圧 回 班 确认表作业员OK目视 计器 17 22 焊接电流1回 班 确认表作业员OK目视 计器 170 270A 拉力强度 1回 班确认表 作业员OK 拉力强度 确认表 有作业标准记录 管 理 项 目 确认表 确认表 确认表 确认方法 治具切换 3 4日 1回 频度 固定方式 发生特性要因图 LINK LWR ARM 焊接脱焊 COLOR PIPE 形状 外观 垃圾油黒皮材划伤 冲压油 CRC 切割油 防锈油 灭火器粉末 喷嘴焊渣调整 喷嘴未分解状态焊渣防止剂使用 脱脂 PIPE EYE LI
5、NK 作业标准 变化点 未修改 2003年 现在 操作方法 焊接手焊修正 紧急时 机也生产増产 机器人 精度 尺寸COLOR和PIPE的缝隙 焊接机 焊接机故障焊接机设定的开关按错 电缆 线损大电力瞬间的起伏终端电偏低 电力供给变动 电力不足 辅助发电机管理 焊丝 遵电嘴磨损 接触不良 YM 28焊丝质量不好 混合 煤气 混合器变化煤气流量过大 煤气流量过少 机器人 工作点变更 手顺 焊接速度设定 焊接电压变化焊接电流变化 焊接数据变更 焊枪角度不良 冷却 空气冷却 原点保证 原点変更 碰撞焊枪 焊丝推出量 遵电嘴磨损导 致焊接点偏位 机器人试教 治具 动作 磨损脏污变形方式 两面有 A B 焊接順序 经验 年 个月 26岁 身体状况 日勤 夜勤交替 7月8日夜班 7月10日白班 加班 月10日一週間前 2 3时间 日 休假 6月 8月未休假 技能 入社前手焊熟练 手焊教育 设备 MACHINE 人 MAN 作业方法 METHOD材料 MATERIAL 机器人操作 焊接点速度未正规教育 电圧电流 时常触碰试教盒子 材质 变化 休日出勤 LWR ARM1号机加工年表 变化点调査 焊接工程
《焊接部位破坏断裂报告》由会员简****9分享,可在线阅读,更多相关《焊接部位破坏断裂报告》请在金锄头文库上搜索。
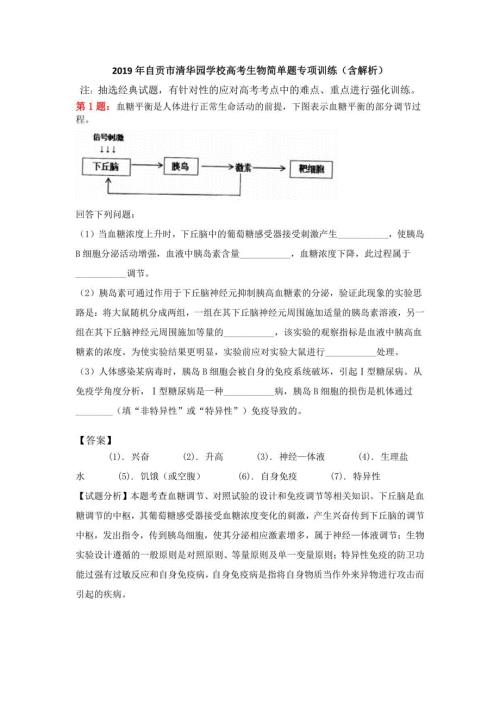
2019年自贡市清华园学校高考生物简单题专项训练(含解析)
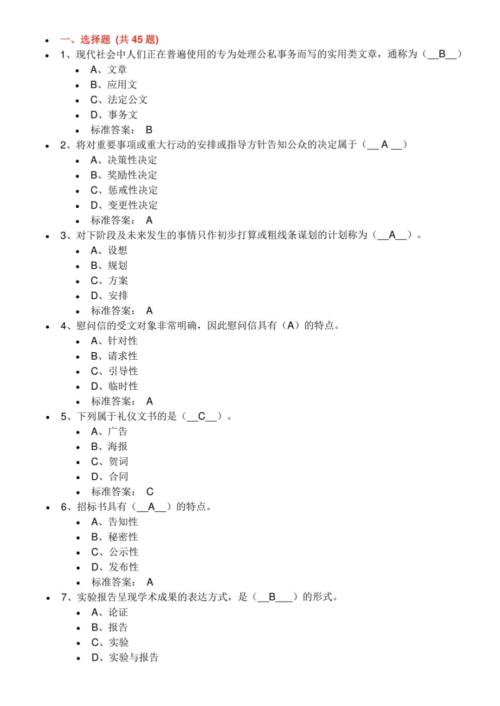
2019年秋季石油大学现代应用文写作网考练习试题+在线作业答案
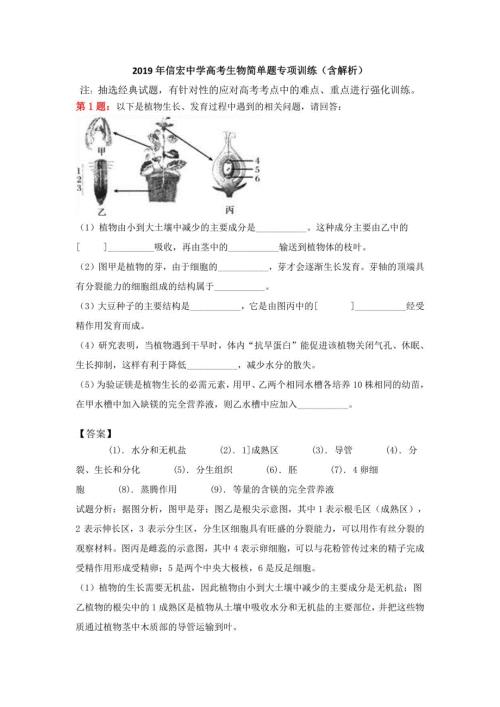
2019年信宏中学高考生物简单题专项训练(含解析)

2019年莲塘中学高考生物简单题专项训练(含解析)
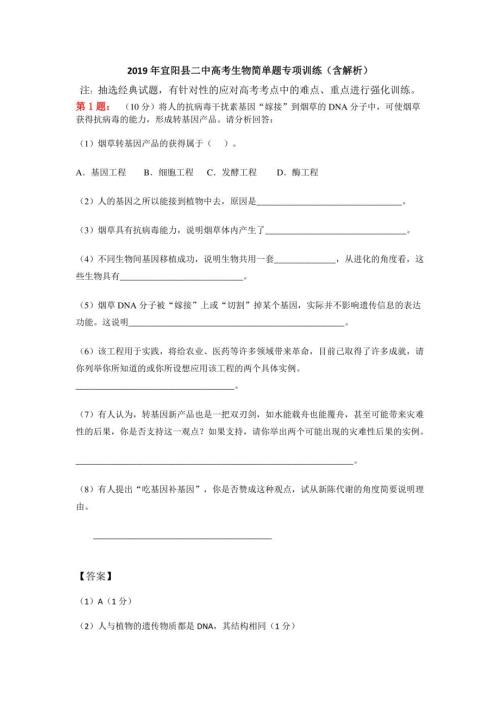
2019年宜阳县二中高考生物简单题专项训练(含解析)
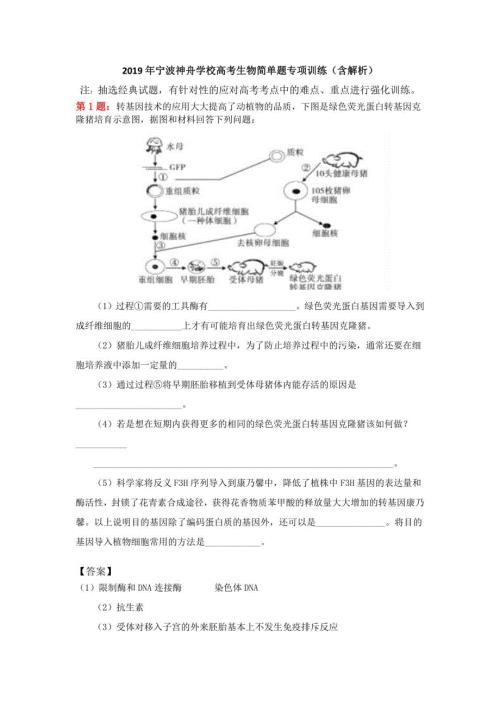
2019年宁波神舟学校高考生物简单题专项训练(含解析)
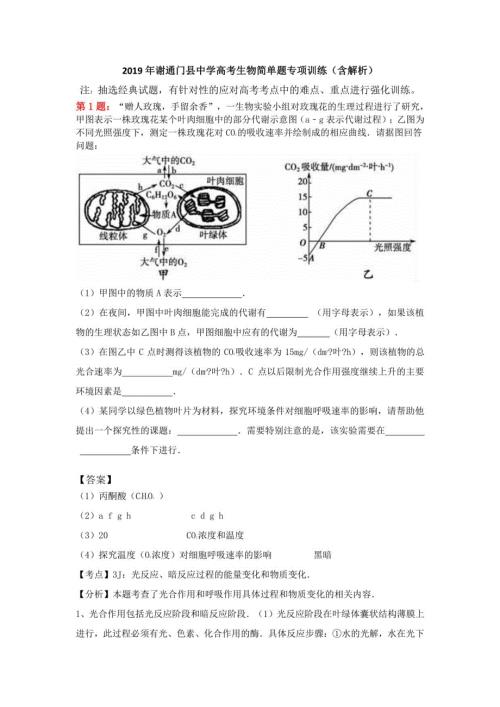
2019年谢通门县中学高考生物简单题专项训练(含解析)
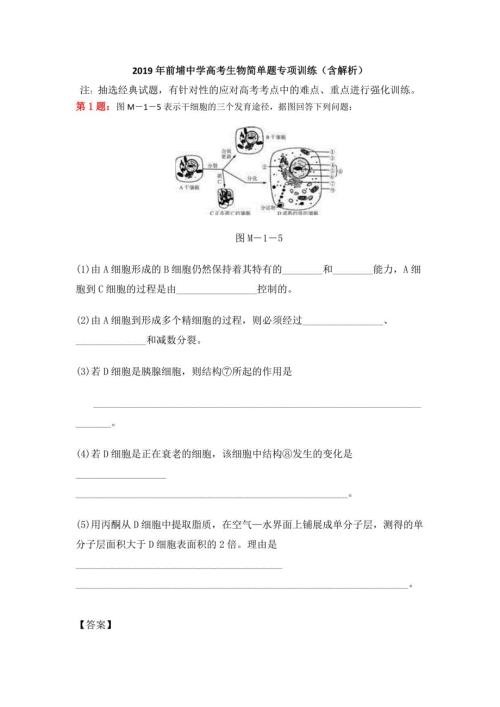
2019年前埔中学高考生物简单题专项训练(含解析)
2018年二级建造师公路工程实务重点考点总结
2018年一级建造师水利水电实务考点重点
2019年一级建造师市政实务案例考点
概率论与数理统计第二版谢永钦课后答案
空间向量求角度与距离10种题型归类 (解析版)2023-2024学年高二数学上学期期中期末复习讲练测(人教A版2019选择性必修第一册)

中医综合模拟试卷348
2011年3000名教师及特岗招考《计算机基础》复习题
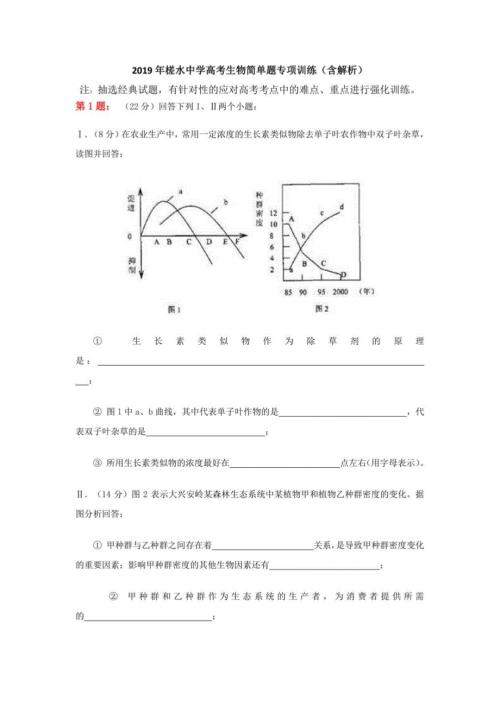
2019年槎水中学高考生物简单题专项训练(含解析)
2009年9 月全国计算机等级考试二级笔试试卷
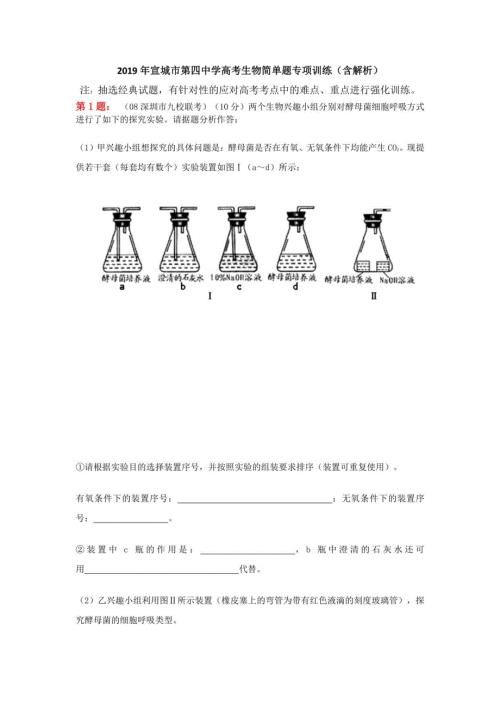
2019年宣城市第四中学高考生物简单题专项训练(含解析)

中医综合模拟试卷333

2019年安全知识竞赛题库2
 龙年开门红PPT劳动竞赛工作方案宣导下载
龙年开门红PPT劳动竞赛工作方案宣导下载
2024-04-09 20页
龙年军令状PPT乘风破浪再创辉煌誓师大会模板
2024-04-09 15页
2024新年开门红PPT新年开工大吉工作计划模板
2024-04-09 20页
大寒节气PPT寒气逆极故谓大寒节气介绍课件模板
2024-04-09 26页
红色精美如何做一名优秀的党务工作者
2024-04-09 19页
正风肃纪反腐
2024-04-09 15页
2024新春开门红PPT新年工作计划模板
2024-04-09 20页
把握绿色低碳风口服务助力高质量发展
2024-04-09 19页
从文化维度守住民心
2024-04-09 22页
2024党的创新理论五个层次和范畴
2024-04-09 9页