
推车机及其附属设备检修工艺规程
14页
1、推车机及其附属设备检修工艺规程1.1 概述华豫电厂选用的推车机型号为kD-2000型。安装一台,布置在空车线上,与拨车机、迁车台配合使用。1.2 kD-2000推车机结构组成1.2.1.1.1 车体:由一个刚度足够的大型钢结构件组成;1.2.1.1.2 行走车轮:调车机装有四个行走车轮,其作用有三:(1)使车体保持水平;(2)减少振动;(3)保证四个车轮都能承受调车机车体的重量。1.2.1.1.3 导向轮:调车机装有四个导向轮,它可以借助导向轨道的反作用力以保证调车机在运行时,不发生偏转而掉道,它还可以通过导向轨来克服牵引车辆时所产生的扭矩。1.2.1.1.4 固定式调车臂:通过调车臂,牵引空车皮。1.2.1.1.5 传动装置:推车机有2套传动装置,调车机的牵引力是由2组齿啮合在地面上一齿条上获得的,每个驱动单元是由传动电动机、摩擦离合器、液压推杆制动器、回转减速机、传动轴及传动轴上的小齿轮组成,每个行走驱动装置自成一体。1.3 推车机为变频电动机,工作速度0.7m/s,其设备技术性能见表9表1 推车机技术性能序号名 称参 数1调车机推力2000吨2工作行程32.0m3往返运行速度0.
2、175m/s 0.7m/s4电动机YP2-280M-6 功率:55kW转速:980r/min负载持续率:FC40%2台5减速器型ED2320速比:i20 数量:2台输入转矩:3000N.m输出转矩:63000N.m6主传动齿轮模数:22 压力角:20 齿数:15 变位系数:10.57设备总重46t1.4 润滑说明表见表10表2 润滑说明表名 称处数润滑方式润滑制度油名称备注部 件润滑零件弹性行走轮滚子轴承2油杯1次半年2号钙基油导向轮滚子轴承4油杯1次/半年2号钙基油传动装置减速机2油杯换1次/三个月VG220中负荷合成齿轮油传动装置下部轴承 2油杯1年1次2号钙基油刚性行走轮滚动轴承2油杯1次半年2号钙基油1.5 修前准备1.6 检修程序现场准备工作开工车架检查驱动装置修理走行轮组修理导向轮装置修理推车臂修理液压系统修理调试整理报告验收1.7 修前准备1.7.1.1.1 备品、配件准备,修根据需要备齐。1.7.1.1.2 办理开工申请,并提交工作票。1.7.1.1.3 分析设备状况,确定审查检修项目或改进项目。1.7.1.1.4 明确各组人员分工、组织工作成员进行技术和设备资料学习。
3、1.7.1.1.5 协调相关部门的关系,提高通知有关部门作好准备。1.7.1.1.6 现场准备: 检修现场作好防止地面操作及污染的措施。 检查安全措施是否可靠。1.8 检修项目机械部分检查;车架检查;驱动装置检查;走行轮组装置检查;导向轮装置检查;推力臂检查;液压系统检查;叶片泵检查;液压控制阀检查;油管检查;滤油器检查;压力表和压力表开关检查。1.9 验收项目1.9.1.1.1 推车机出力;辊轮有无歪曲变形;液压系统灵活性。1.10 检修工艺及质量标准1.11 车架a) 检查车架外观,若有变形或开焊予以修复或焊补。b) 外观平整无变形焊缝牢固。c) 检查各部螺栓联接是否有松动,若有用扳手拧紧。d) 螺栓联接不松动。1.12 传动装置1.12.1.1.1 拆卸电机包括:a) 拆下电动机上的电源线,并进行包扎。b) 卸下电机与减速机的联接螺栓并打标记。c) 把电机从减速机座上吊出,并放在适当的位置,通知电气检修。吊出时注意人身安全,移到检修位置放下时注意下部的开齿轮不要碰坏。1.12.1.1.2 拆检联轴器包括:a) 卸下电机轴端的螺栓,卸下电机侧的半联轴器。b) 卸下电机座与减速机的联
4、接螺栓并打装配标记,卸下电机座。c) 卸下减速机输入轴端的螺栓,卸下减速机端的半联轴器。d) 拆检联轴器,检查碟形弹簧及磨擦片的情况。作好记录,对弹性明显减速小的碟形弹簧和磨损严重的磨擦片予以更换。e) 将联轴器装配好备用1.12.1.1.3 电液推动制动器。a) 拆开制动器电源线并作好相序标记。b) 从制动器上拆下电动液压推动器,打开放油螺栓,放完内部油液,按顺序将梁、弹簧装置、电动机拆下,拆去上盖螺栓,将叶轮与活塞拉出,检查内部各螺栓应紧固,无松动现象,各部轴承应良好,内部不应有异物及杂质,并用汽油清洗各部零件后方可装配,各部密封良好,无泄漏,活塞无严重磨损。c) 组装:叶轮、活塞与上盖组装为一体,将叶轮活塞推入缸体,使盖与缸体结合好,将垫垫好,并对称紧固螺栓,按顺序装好电动机、弹簧和梁。d) 叶轮旋转应灵活;e) 圆柱弹簧无卡涩现象;f) 推杆及活塞上下运动无卡涩现象;g) 结合面处密封完好,各处无泄漏;h) 检查制动器盘片的磨损情况。1.12.1.1.4 拆检减速机包括:a) 在减速机各结合部,端盖外打装配标记。b) 拆下减速机中间结合位的联接螺栓,将减速机行星齿轮部分从减速机
《推车机及其附属设备检修工艺规程》由会员万****分享,可在线阅读,更多相关《推车机及其附属设备检修工艺规程》请在金锄头文库上搜索。
排水整治工程确保安全生产的技术组织措施
隧道辖区道路清扫保洁劳务保洁服务针对低温天气作业应急预案
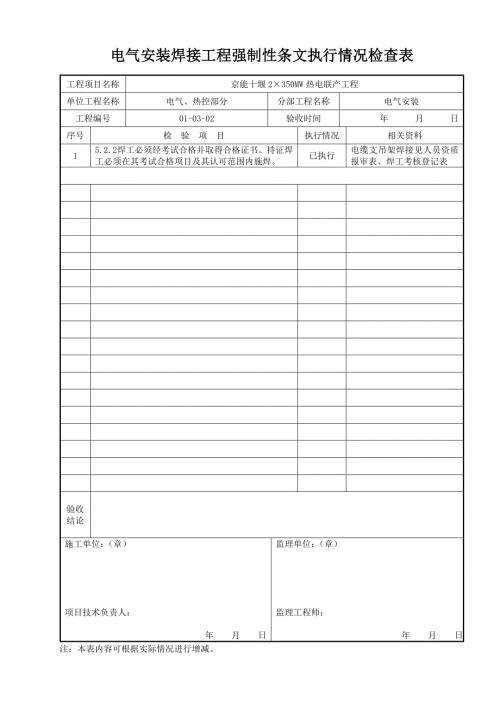
电气安装焊接工程强制性条文执行情况检查表
隧道辖区道路清扫保洁劳务保洁服务项目机械化保洁及垃圾清运过程应急处理预案
隧道辖区道路清扫保洁劳务保洁服务应急救援保障措施
城镇燃气经营安全重大隐患判定标准
市政道路及各项基础设施配套项目项目管理班子的人员岗位职责分工
养驴基地建设项目建设的有利条件和制约因素
养驴基地建设项目区基本情况及项目由来
锅炉受热面焊接工程强制性条文执行情况检查表
锅炉受热面焊接工程强制性条文执行情况检查表 (2)
烟风煤粉管道及附属结构焊接专业强制性条文执行情况记录检查表
养驴基地建设项目财务评价方案
锅炉本体管道焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目环境保护评价方案
锅炉本体管道焊接工程强制性条文执行情况检查表
锅炉密封焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目建设内容方案
锅炉密封焊接工程强制性条文执行情况检查表 (3)
养驴基地建设项目管理方案
 教科版科学六年级下册全册知识点汇总
教科版科学六年级下册全册知识点汇总
2024-03-21 15页
“谁执法谁普法”履职报告评议指标表
2024-03-21 2页
监护人员培训教材内容
2024-03-21 39页
2024年建筑行业装修装饰质量员理论考试练习题
2024-03-21 16页
2024年度危险作业安全监护手册
2024-03-21 33页
特殊作业监护人试题库
2024-03-21 10页
教师绩效考核评估标准
2024-03-21 8页
心肺复苏考核评分标准表考核表
2024-03-21 2页
农村小学教师选调进城语文考试卷
2024-03-21 7页
北师大版五年级下册书法练习指导教案教学设计
2024-03-21 25页