
塑膠成品設計規範
8页
1、塑 膠 成 品 設 計 規 範 最常見成品缺陷之一,就是外觀表面 出現塌陷、凹陷的毛病。雖然功能完 整,但一看到表面不佳,可能被迫退 還。 圖 1(a)是呈 T 字形和肉厚顯現凹陷。 圖 1(b)是好的設計。 圖 1(c)則是最佳的行狀。 肋的厚度宜為肉厚的 5060%。 倘若角落存有一孔位時,可減少肉厚 予以改善。 對於較複雜形狀亦是如此;由於 形狀較多,固然會在交會處冷卻 發生凹陷,同時在水平方向亦會 產生向上翹曲變形。 PDF created with pdfFactory Pro trial version 為考慮脫模角度,使成品容易脫 模,底部與開口長度一定不同, 因此須註明公差尺寸之差異。 為使成品保持完整無傷脫模,必須 要有適當的斜度,好讓工件滑出, 免得勉強脫模而在表面產生刮傷。 原則以 S/H=1/301/35(12) 為主。 塑膠成品宜用肋支撐強度,而且要 沿著負荷方向設置及延伸,不要採 用厚的肉厚,如此可節省大量原料 外,還可以避免凹陷,同時冷卻快 速,節省加工時間。 因多點支撐而使這部位強度增強。 成品轉角或交叉部位,宜設置 R 角,不應有銳角,如圖 9(a)所
2、示就 容易產生應力集中而造成破裂或龜 裂的地方。 圖 9(b)所示除可確保成型品強度、 易於脫模。其 R/T 比例宜在 0.250.75 之間。 圖 10 是另一例子,把角槽改為半 圓形槽,以增加強度及減少應力集 中。 PDF created with pdfFactory Pro trial version 孔是應力集中的地方,應離邊緣須 有 3D之距離,孔與孔距須有 2D 之距離。 底部開孔,相對較弱,宜在孔周圍 增加厚度,以鞏固此部位之強度。 在邊緣有缺口,亦使該處變得單薄 無力,此時宜在缺口周邊增加肉厚 補強之。 通常有底開口箱子,在底部容易翹 曲變形,此時可在底部下方改為有 腳跟的設計,不但可影響加強開口 部位,整體結構更加堅固且成力的 平衡。 如果加長了底部,而上方開口仍然 變形,則須在開口外增加厚度,以 補強之。 對稱型態冷卻較均勻,物件較不易 變形。 PDF created with pdfFactory Pro trial version 依脫模方向而言,增加死角 Undercut 會增加模具結構設計及製作成本,除 非不得已,否則可不要自找麻煩,可 以脫模的條件來設計
3、成形品。 圖 17(a)所示,左側死角不能上下脫 模。圖 18(a)左側有一水平孔。兩者 都是死角,惟改變設計,不影響整體 結構即可解決死角問題。 圖 19(a)所示,因斜邊而造成左側呈 銳利邊,(b)的形狀就比較強固。 圖 20(a)所示,不佳的設計讓成型困 難,右側凸緣易彎翹,強度降低, 若改為(b)形狀,穩固又可增加強。成型品改為左右對稱,模具反而較好 製作,所以簡易型包括對稱方式。 (a)成型品表面為凹形,其模具要加 工成為 2 個凸紋路(如文字),加工 凸的較為麻煩,因此建議成型品改 為凸形狀。 在預定一個孔上下須裝入螺絲、螺 帽等接合件時,恐有產生不一致的 中心線,故採取段差設計的大小異 徑孔,而以小徑孔為基準,同時大 孔徑充作調整孔,如此才可使兩接 合件成為同一條中心線。 PDF created with pdfFactory Pro trial version 流線係指塑膠熔液由澆口流輕經寬 或窄空間而再冷卻時程纖維狀的塑 膠。因此相同流線自然收縮一樣, 性質均一,然而若從上方澆口熔膠 進入後,立刻分左右兩股,因而冷 卻後的流線差,也容易彎曲不平, 尤其以長板形更差。
《塑膠成品設計規範》由会员壹****1分享,可在线阅读,更多相关《塑膠成品設計規範》请在金锄头文库上搜索。
甘露醇治疗外伤性前房积血的临床观察及护理干预(一)
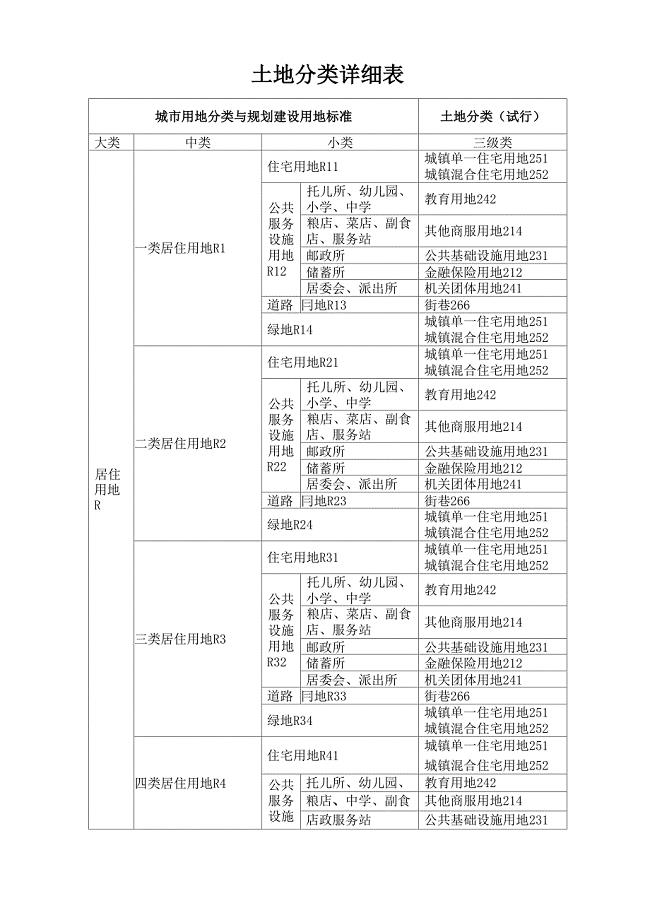
土地分类详细表
小学开展“爱粮节粮”活动总结
铝及铝合金焊接工艺的研究
医院市场目分析
有关拾金不昧的感谢信
保洁管理系统规章制度及工作程序
小学“四优”活动奖惩方案
糖皮质激素受体与盐皮质激素受体可能相互作用的讨论林娜
商铺认购协议
幼儿园中班春节主题活动总结(3篇).doc

论文定稿1docdoc浅谈沈阳市养老服务中心护理等级的分类标准
听听秋的声音
二年级上学期家长会班主任演讲稿
小学老师个人德育工作计划
2022年煤矿瓦斯抽采资格考试题库及模拟卷含参考答案84
云南省昆明市西山区团结民族中学七年级地理上册第四章第三节降水的变化与差异第1课时学案无答案新版商务星球版
某公司职位等级体系(模板)
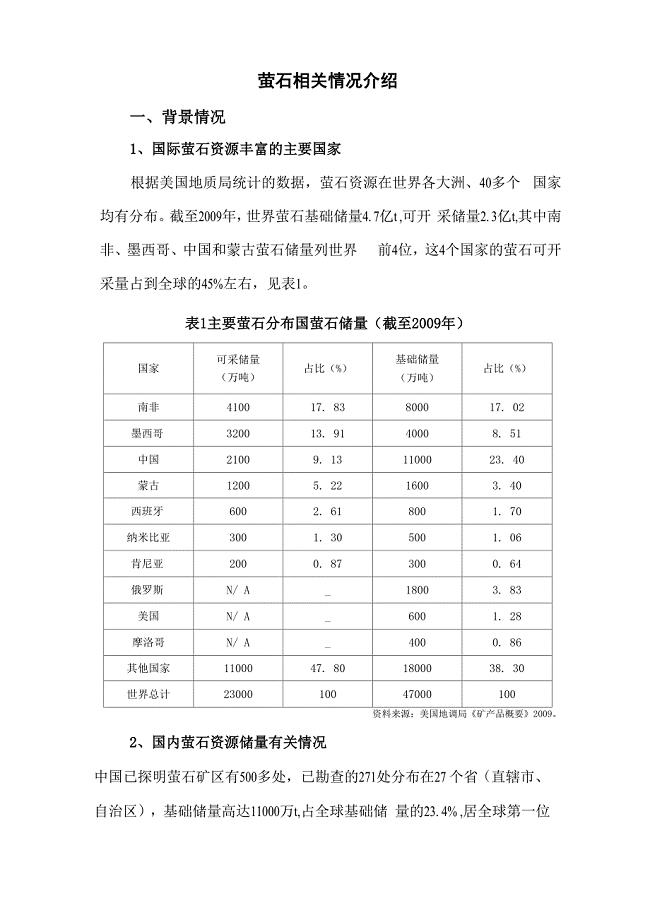
萤石相关情况介绍
吉林大学22春《临床营养学》离线作业二及答案参考49
 支吊架设计指导
支吊架设计指导
2024-03-01 2页
水管补偿器选型计算书
2024-03-01 7页
危化品现场隐患排查速查手册
2024-02-02 47页
塔式起重机安装、使用、拆卸监理实施细则
2024-02-02 9页
社区护理课程:社区灾害的急救及急、重症病人的转诊服务练习测试题附答案
2024-02-02 5页
项目部春节期间安全保证措施
2024-02-02 5页
设计变更与工程签证与确认单与工程洽商与联系单与会签的区别
2024-02-02 9页
企业安全管理基本工作解读
2024-02-01 142页
2023化工有限责任公司生产安全事故应急预案专家评审通过
2024-02-01 162页
地下顶管施工方案
2023-09-13 52页
2008年同等学力申硕机械工程真题及答案2009年同等学力申硕动力工程及工程热物理真题及答案2008年同等学力申硕动力工程及工程热物理真题及答案2018九年级历史上册第二单元中古时期的欧洲和亚洲第6课西欧封建国家课件中华书局版硕士论文——船舶排放实船测试方法研究新版小学英语三年级下Unit3-At-the-zoo-A-let's-talk说课稿食品安全监督抽检和风险监测工作规范 2015年国家药监局保健食品原料手册(第二版)三年级下册综合实践活动第2课工具王国探秘预防艾滋病、梅毒和乙肝母婴传播工作实施方案(2021年)-新修订中国电视艺术委员会公开招考8名工作人员模拟卷(第6次)安全带检测报告安全带检测报告精选八篇